

Sierpień 7th, 2018
Kryształy bądź „ziarna” z których zbudowana jest stal oraz żelazo składają się z niezmiernie małych sześcianów powstałych z milionów atomów. Długość ścian pojedynczego sześcianu to mniej niż 0.00001 cala, zbyt mało żeby być dostrzegalnym nawet pod najdokładniejszym mikroskopem. Dostrzegalne są natomiast nieregularne kształty kryształów i ziaren składających się z ogromnych ilości wspomnianych sześcianów.
Ułożenie atomów w regularne sześciany powoduje powstawanie równoległych płaszczyzn wzdłóż osi ścian sześcianu lub płaszczyzny średnicowej po których z łatwością mogą przesuwać się inne atomy. Tego typu płaszczyzny znane jako „płaszczyzny łupliwości” stanowią słaby punkt.
W miejscu styku kryształów znajdują się tzw. atomy „zapasowe” które zajmują nieregularną bądź przypadkową pozycję. Atomy te tworzą granice krystaliczne, które w przeciwieństwie do płaszczyzn łupliwości są wytrzymalsze niż same kryształy. To tłumaczy dlaczego pęknięcia łatwiej powstają poprzez kryształy a nie wzdłuż granic krystalicznych. Ponadto im mniejszy kryształ tym większa ilość granic krystalicznych, które chronią strukturę przed pęknieciami. Dlatego metale i stopy o drobnych kryształach są bardziej wytrzymałe na pęknięcia.
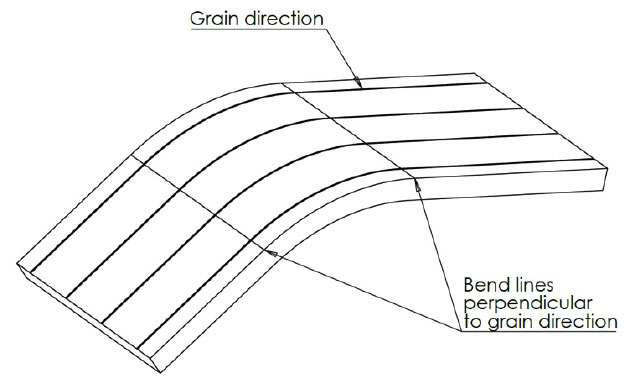
Właściwości te można zastosować przy różnych procesach obróbki plastycznej metali takich jak: zwijanie blach, gięcie blach, gięcie krawędziowe oraz innych. Przed każdym procesem gięcia należy sprawdzić „kierunek walcowania” ziarna. Generalnie należy przyjąć zasadę że kierunek walcowania powinnien być prostopadły do kierunku gięcia, aby uniknąć pęknięć i potencjalnych wad. W przypadku, gdy materiał jest gięty w różnych kierunkach, a co za tym idzie kierunek walcowania będzie równoległy do kierunku gięcia, należy rozważyć rodzaj materiału, jego grubość i wielkość promienia żeby wyeliminować pęknięcia.
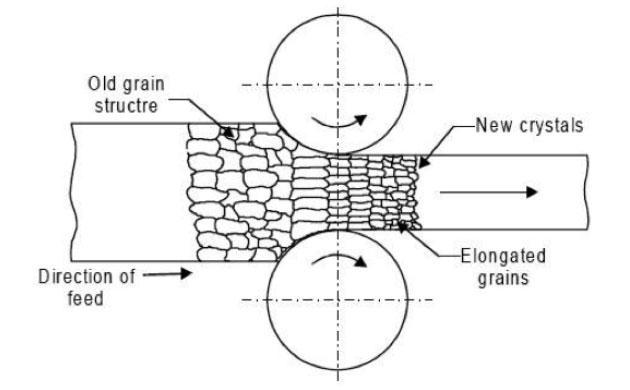
Po operacji zwijanie blach lub jeszcze przed obróbką plastyczną, ale po uformowaniu w hucie, istnieje możliwość przywrócenia kształtu i rozmiaru ziarna do bardziej regularnego za pomocą obróbki termincznej. Wyżarzanie i wyżarzanie normalizujące to określenia definiujące chłodzenie blach po ogrzewaniu. Stal wyżarzana to stal chłodzona powoli w piecu, natomiast stal wyżarzana normalizująco to stal wyciągnięta z pieca i chłodzona na wolnym powietrzu. Generalnie blachy wyżarzane normalizująco mają drobniejszą strukturę.
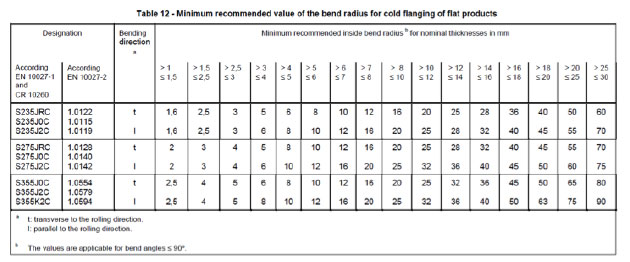
Gięcie blach można podzielić na dwie kategorie, zwijanie blach i gięcie na prasach krawędziowych. Gięcie krawędziowe pozwala na osiągnięcie znacznie mniejszych promieni gięcia przez co ryzyko pęknięć jest większe, a co za tym idzie potrzeba gięcia prostopadle do kierunku walcowania jest większa. W Europie, gdzie obowiązują wymogi dyrektyw związane z oznaczeniem CE ustalono minimalne promienie wewnętrzne gięcia, które są wyliczone na podstawie pomiarów wytrzymałościowych przy konstrukcjach które mogą stwarzać zagrożenie dla bezpieczeństwa człowieka np. przy realizacji schodów metalowych z blachy ryflowanej.
Gdy nie ma wymogu oznaczenia CE, a kształt jest determinującym kryterium, mały promień można uzyskać poprzez gięcie na gorąco na prasach krawędziowych. Realizując gięcie na gorąco można uzyskać promień mniejszy niż grubość blachy bez ryzyka pęknięcia.