

Giecie Profili
Gięcie profili (kształtowników) od dawna było podstawowym filarem działalności grupy Barnshaws i to właśnie gięcie profili było pierwszą oferowaną przez nas usługą, kiedy rozpoczęliśmy działalność w 1969 roku.
Aby upewnić się, że możemy dać klientom najwyższej jakości usługi, firma Barnshaws zawsze inwestowała w najnowsze i najbardziej zaawansowane maszyny. Dzięki temu możemy zaoferować naszym klientom dokładnie to czego od nas oczekują.
Aktualnie posiadamy największy na świecie zakres mocy produkcyjnych w sektorze gięcia kształtowników, a nasze doświadczenie zapewnia klientom swobodę projektowania struktur przy minimalnych ograniczeniach.
Informacje o Giecie Profili
MOŻLIWOŚCI ORAZ ZAKRES MOCY PRODUKCYJNYCH
W Barnshaws oferujemy wyjątkowo wszechstronne usługi gięcia profili na zimno, zapewniając poniższe decydujące korzyści: -
- Jesteśmy w stanie zagiąć największe profile jakie mogą być wyprodukowane w hutach
- Posiadamy największy zakres mocy produkcyjnych
- Możemy giąć profile o długości do 35 [m]
- Posiadamy najbardziej zaawansowane systemy do gięcia jakie są dostępne
- Obsługujemy każdy rozmiar zamówienia
- Możemy wykonywać wielokrotne, skomplikowane gięcia
- Nasze metody są szybsze i bardziej energooszczędne w porównaniu z innymi
- Wykonujemy w pełni kontrolowane i rejestrowane procesy
Aby zapewnić najbardziej efektywne i wydajne wykorzystanie materiału, wykonujemy analizę zużycia przed zamówieniem. To pomaga naszym klientom w osiągnięciu bezkonkurencyjności, dając im prawdziwą przewagę na rynkach, które obsługują.

Proces
Do gięcia profili stosuje się dwa podstawowe rodzaje procesów – gięcie na zimno oraz gięcie indukcyjne. Gięcie na zimno odbywa się poprzez walcowanie stalowego elementu tam i z powrotem przy użyciu zestawu rolek. Miejscowy nacisk, nadany przez środkową rolkę, jest wystarczający do przekroczenia granicy plastyczności stali i wprowadzenia stałego odkształcenia.
Gięcie odbywa się między trzema punktami. Jak pokazuje poniższy diagram, gięcie nie może się odbyć, dopóki profil nie dotknie wszystkich trzech rolek (Rollers).
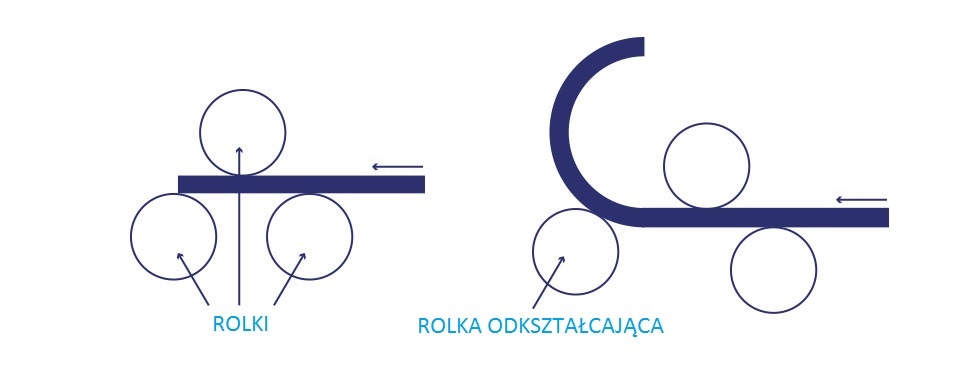
Kiedy profil podawany za pomocą rolek zetknie się z trzecią rolką następuje odkształcenie. Wielkość odkształcenia zależy od położenia rolek. Im większe odkształcenie tym bardziej profil będzie zagięty to znaczy będzie posiadał mniejszy promień.

Zachowanie stali podczas gięcia
Przekroczenie granicy plastyczności materiału podczas gięcia na zimno powoduje utwardzenie stali do pewnego stopnia. Działanie takie wykorzystuje część zakresu plastyczności materiału dlatego nie zaleca się projektowania giętych części, które mają ulegać odkształceniom plastycznym. Wytrzymałość stali również może ulec zmianie, zwłaszcza przy małych promieniach. Warto podkreślić, że w większości łuków występujących w konstrukcjach, zmiany te są niewielkie.
Dla normalnych stali niskowęglowych w tym stali konstrukcyjnej odkształcenie powstałe w procesie gięcia nie powoduje żadnych problemów ponieważ materiał wykazuje jednakowe właściwości w zakresie granicy plastyczności.
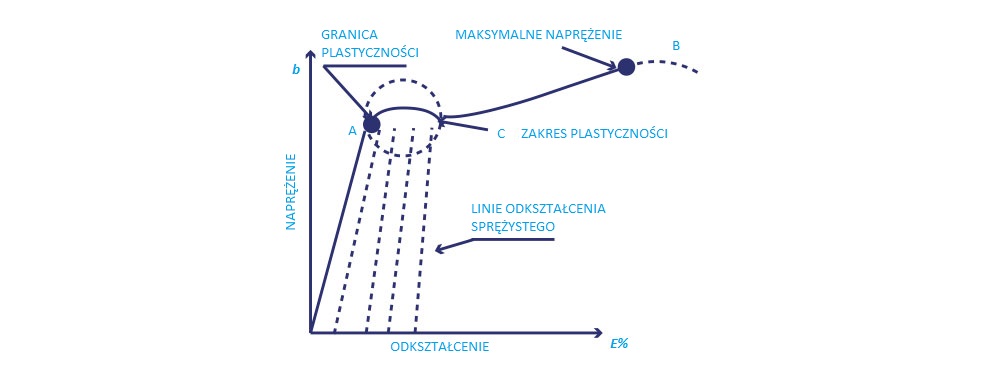
Jak już wspomniano, podczas procesu gięcia na materiał musi być wywierany nacisk większy niż jego granica plastyczności. Granica plastyczności to maksymalny nacisk, któremu może być poddany materiał, a który pozwoli powrócić do poprzedniego kształtu. Granica plastyczności została przedstawiona jako punkt ‘A’ na poniższym wykresie zależności naprężenia od odkształcenia. Naprężenia mniejsze niż granica plastyczności nie spowodują trwałego odkształcenia materiału. Naprężenia wprowadzające odkształcenie materiału oznaczono w obszarze ‘C’, który jest zakresem plastyczności materiału. Przedstawione poniżej linie przerywane pokazują w jakim stopniu materiał powróci do poprzedniego kształtu po usunięciu naprężenia.
Podczas gięcia na zimno profile stalowe ulegają utwardzeniu. Stopień utwardzenia zależy od wymaganego promienia oraz przekroju profilu. W rezultacie krzywa naprężenia przedstawiona na powyższym wykresie będzie spłaszczona. Test próbki ze stali giętej na zimno pokazuje nieznaczne obniżenie ciągliwości, ale za to zwiększenie wytrzymałości na rozciąganie. Dla normalnych zastosowań konstrukcyjnych efekt utraty ciągliwości jest minimalny i może zostać zignorowany.
Często najbardziej istotnym efektem procesu gięcia jest estetyka, a nie konstrukcja. Po zewnętrznej stronie giętego łuku stal ma tendencję do rozciągania (pocieniania) podczas gdy wewnętrzna część łuku ulega zgrubieniu. Może to powodować widoczne na profilach zniekształcenia wywołane procesem gięcia. Dla przykładu gięcie cienkościennego profilu kwadratowego do małego promienia może spowodować wyraźne pofalowania i zmarszczki. Dlatego nasz zespół ekspertów zawsze doradzi, jeżeli zastosowanie profilu z grubszą ścianką pozwoli zredukować zniekształcenia spowodowane procesem gięcia.
Minimalne promienie oraz tolerancje
Minimalny promień do jakiego część może zostać zagięta bez zniekształceń zależy od właściwości profilu oraz użytej metody gięcia. W miarę upływu czasu minimalne promienie zostały zmniejszone dzięki zastosowaniu i rozwojowi nowych technik gięcia.
Normalne tolerancje dla pojedynczych gięć są zgodne z Krajową Specyfikacją Konstrukcji Stalowych. Tolerancje dla części wielokrotnie giętych lub innych złożonych gięć najlepiej omówić z jednym z naszych specjalistów na etapie projektowania.
Nie jest łatwym opracowanie ostatecznej i pełnej listy promieni do których można zagiąć każdy profil. Istnieje ogromna ilość standardowych profili (każdy z innymi charakterystykami gięcia), różnych metod gięcia, a wymagania odbiorców końcowcyh znacznie się różnią. Wraz z ciągłym rozwojem technicznym minimalny promień gięcia również się zmienia.
Podsumowując, profile, rury oraz kształtowniki zamknięte mogą być gięte z pojedynczym promieniem, z wieloma promieniami, z łukami eliptycznymi lub parabolicznymi lub nawet na podstawie współrzędnych. Mogą one być również gięte w pewnym zakresie, w dwóch miejscach lub w spiralę. Istnieje jednak szereg fizycznych ograniczeń, które wpływają na stopień w jakim trójwymiarowa krzywizna jest możliwa do wykonania w praktyce. Dlatego ważnym jest, aby wszelkie wymagania dotyczące gięcia trójwymiarowych krzywizn zostały szczegółowo omówione na etapie zapytania ofertowego.
Oznaczenie CE
Barnshaws jest pierwszą firmą w Wielkiej Brytanii, która osiągnęła całkowitą zgodność ze standardem En1090-1: Wymagania dotyczące oceny zgodności elementów konstrukcyjnych, obejmują dostawę giętych elementów w 4 klasie realizacji (Exc4). Dzięki temu wszystkie nasze produkty gięte indukcyjnie posiadają oznaczenie CE dla pełnej identyfikowalności.
Pomyślnie oceniona przez Lloyd’s Register LRQA firma Barnshaws jest w stanie dostarczyć klientom odpowiednie systemy, które zapewnią, że wszystkie materiały użyte w produkcji posiadają pełną zaudytowaną identyfikowalność oraz że są zgodne z końcowymi oczekiwaniami.
Oznaczenie CE potwierdza również kompetencje, wiedzę oraz umiejętności personelu produkcyjnego, a także właściwą konserwację oraz kalibrację maszyn i oprzyrządowania (tam gdzie to konieczne).
W celu uzyskania certyfikacji firma Barnshaws dokonała znaczących inwestycji. Szczególny nacisk położono na ocenę prób wytrzymałości na rozciąganie naszych produktów, wykorzystując setki próbek o wielu różnych promieniach.
W celu zagwarantowania, że wszystkie części dostarczane przez naszych dostawców są w pełni zgodne w zakresie pomiarów i wydajności, cały łańcuch dostaw został zaangażowany w proces certyfikacji CE.
Wszystkie pięć angielskich oddziałów przeszło pomyślnie proces audytu Lloyds Register.
Informacje techniczne
Nasza misja
W Barnshaws nasza misja „Klient Przede Wszystkim” nie jest tylko pustym hasłem.
Jako firma z największymi możliwościami gięcia stali na świecie, popartymi unikalnym doświadczeniem oraz skalą, dostarczamy dokładnie to czego potrzebujesz, wtedy kiedy jest to potrzebne.
Naszym celem jest rozwijać się wraz z tobą i stworzyć bliską, długoterminową relację biznesową, która zapewni naprawdę wyjątkowe rozwiązania za każdym razem, kiedy będziemy pracować wspólnie.
Wszystkie usługi

Do pobrania
Kalkulator mocy
Kontakt
-

Barnshaws dostarcza gięte profile do budowy Dworca Głównego im. Victorii w Manchesterze
-

Opera Leśna - Barnshaws gnie największe rury
-

Projekt rurociągu petrochemicznego
-

Barnshaws zapewnia wyjątkowe wsparcie dla Welodromu
zapytanie ofertowe

- West Midlands - Tividale
- Tel: 0121 557 8261
- sectionbending@barnshaws.com

- Manchester
- Tel: 0161 320 9696
- manchester@barnshaws.com

- Scotland - Hamilton
- Tel: 01698 421010
- scotland@barnshaws.com

- Poland - Siemianowice Śląskie
- Tel: +48 32 730 85 10
- polska@barnshaws.com